�u�~�T�������𢒰�ūO�𢒰�Ͳ��L�{�������n�u������A���F��p���ݪ��ܧΪ��O�ô�p�𢒰�O�A�ݭn���@�u�~�T�������𢒰�ūסC���O�S�N�𢒰�ū״��@��@�w�ūɡA�e���o���]�ܲ{�H�A�o�͵����C���F�קK�o�R�{�H���@�𢒰�t�סA�������C�𢒰�ūסC �o��ӱ���O�٬ު��A�ҥH���F���C�ܧΧܤO�ï���j���𢒰�t�סA�����ⱱ�n�𢒰�ūd��C
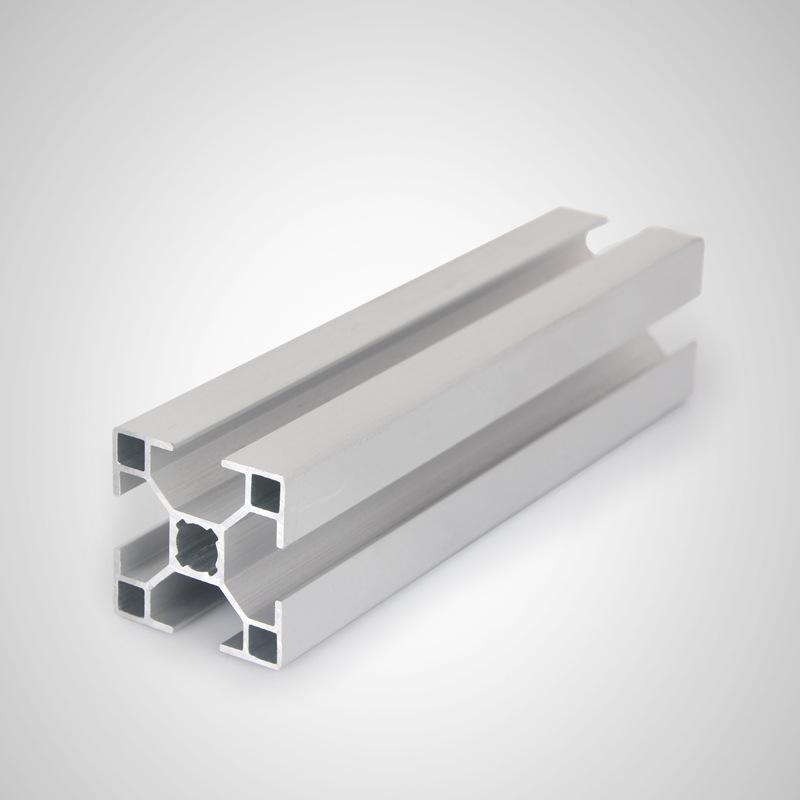
���O�b�u�~�T�������𢒰�Ͳ��L�{���A���ݻP�𢒰����吲�B�Ҩ�B�Ԥ�����������H�Ϊ��ݥ������ܧη|���@���ݪ��ūסA�øg�`�W�L�w����ܪ��𢒰�ūd��C ���ҩ��b����𢒰�L�{���A�𢒰�ū׳v�����@�A���𢒰�t���H���閧���ݪ���֦ӳv�����@�C�]���A�~�T�������~�����ݸg�`�Ѥ_�𢒰�ūת����@�M�𢒰�t�ת��[�֦Ӳ��͵����A�𢒰�L�{���𢒰�ūת����@�P�u�~�T�������ʽ�M�𢒰�����}�C ��_�u�~�T�����A�Ҩ�X�f�B�����ݥ����M�I���������Ůt�b10-60�XC�����C
���F�b�u�~�T�������𢒰�Ͳ��L�{���N�𢒰�ūO���b��n�������Z�ʷūd�A�̦n��������𢒰�C ���F��{�����X�A�ݭn��Q�\�h����A���𢒰�L�{�����Ҧ����`���i�H�۰ʽո`�C�Ҧp�p�ץ[�]�閧���ūשM�𢒰�����ūסA�i�H�N�o�Ҩ�åB�i�H�ո`�ūסA�åB�i�H�۰ʧ����𢒰�t�שΨϥ���t�𢒰�C�t�~�A�b����Ҩ㤧��Ѥ_�𢒰�t������ܡA�W�z����]�i�H���X���R�a�վ�C
�q�L��竩�i�H�ݥX�A��{�u�~�T����������𢒰�O�D�`�_�z���L�{�C �ثe�A�D�n�����閧�i���p�ץ[�]��k����{�������𢒰�A�o�]�i�H�j�j���@�u�~�T�������𢒰�t�סA���@�䲣�~��q�C
Copyright (C) 2025 �����T�� ���v�Ҧ� All Rights Reserved. �fICP�Q15037386��  �f�����w�Q44060502001491�� ���~�l�c
�f�����w�Q44060502001491�� ���~�l�c
�N����J �P�V��T
�P�V��T